摘 要:某減速機使用30多小時后,齒輪減速機軸發生彎曲,該軸在進行冷校直時發生斷裂。通過對斷裂軸的斷口宏微觀分析、金相檢驗以及硬度測定,認為該軸是在應力集中條件下承受對稱旋轉彎曲載荷作用,產生早期疲勞斷裂。造成疲勞斷裂的原因是由于熱處理工藝不合理,致使材料力學性能未達到設計要求,導致軸的疲勞抗力降低,加之圓角加工較差,工作時產生應力集中,加速了軸的疲勞斷裂。
關鍵詞:減速機;軸;疲勞斷裂;退刀槽
某煤礦從國外購進的減速機,安裝使用30h余后,齒輪減速機軸發生彎曲,無法正常使用,在對彎曲的減速機軸進行冷校直時,軸突然發生斷裂。
查閱減速機軸的有關技術資料,該軸采用17CrNiMo6鋼制造,軸整體經調質處理后,表面進行中頻處理,使軸表面及退刀槽根部洛氏硬度達到59~62HRC。
1 理化檢驗
1.1 斷軸宏觀分析
斷裂位于減速機軸表面退刀槽根部,見圖1。
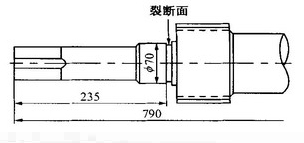
圖1 軸斷裂位置(mm)
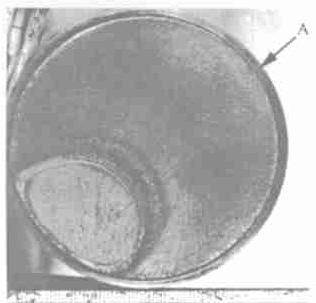
圖2 宏觀斷口形貌
宏觀斷口見圖2,斷口表面有較明顯的貝殼狀花樣,屬于典型的疲勞斷裂。斷口由疲勞裂源區、裂紋擴展區和瞬間斷裂區三個區域組成。
仔細觀察斷口裂紋源區,其表面較平坦,尺寸在距表面5mm范圍內(圖2A處)。裂紋擴展區貝紋線比較扁平。瞬間斷裂區在裂源的對面,呈橢圓形,斷口形貌為纖維狀,表明減速機軸主要受旋轉彎曲應力。斷口瞬斷區域較小、較圓約占整個斷口面積的1/6,說明軸整體受力較小,屬典型的高周疲勞斷裂。由疲勞區及貝紋線的形態可知,疲勞裂紋擴展過程中兩側較快,說明退刀槽根部有應力集中現象。
1.2 斷口微觀分析
用AMRAY21000B型掃描電鏡觀察樣品斷口,斷裂起源于軸表面退刀槽根部,該處有機加工刀痕,見圖3 裂紋擴展區可見疲勞條紋,見圖4 瞬斷區為細小韌窩。
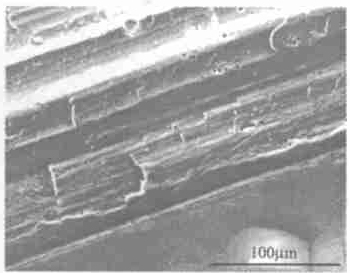
圖3 斷裂源形貌
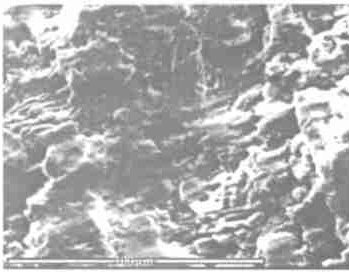
圖4 裂紋擴展區疲勞條紋
1.3 化學成分分析
化學成分分析試樣取自斷口附近,分析結果(質量分數)列于表1,化學成分符合技術要求。
表1 失效軸的化學成分

1.4 洛氏硬度檢測
在斷口附近取樣,將橫截面磨平,從邊緣向心部逐點進行硬度測定,結果均在36~37HRC范圍內;沿軸的縱向表面測定硬度,結果在38~39HRC范圍內。從硬度結果看出,軸的表面硬度與心部硬度相近,且均低于設計要求。
1.5 金相檢驗
在裂源附近取樣進行金相分析,非金屬夾雜物為A2,B1,D1e(按GB10561-1989評定);晶粒度7.5級(按GB6394-1986評定);疲勞源區及表面與心部顯微組織均為回火索氏體。通過金相組織分析,認為該軸是在調質熱處理狀態下,未經任何表面處理直接投入使用的。
2 分析與討論
(1)減速機軸縱向表面與軸橫端面的洛氏硬度檢測結果表明,失效軸硬度值在36~39HRC,遠低于技術要求的59~62HRC,顯然與設計要求不符。
(2)該軸從表面至心部的組織為回火索氏體,說明該軸是在調質熱處理狀態下使用的,這與所測得軸的洛氏硬度相吻合。軸的工作狀態要求其表面硬度較高、耐磨,心部硬度相對較低,韌性較好。通常情況,軸表面一般經高頻或中頻處理后才使用[1],而失效軸的調質使用狀態與理論要求的高頻或中頻表面處理使用狀態不相符,由于工藝上的不合理,造成軸的疲勞抗力降低。
(3)從減速機軸斷裂的位置看,疲勞起源于軸的退刀槽應力集中處。從微觀斷口看,有明顯的三個區域即裂紋源區、擴展區和瞬斷區,屬典型的疲勞斷裂。斷口貝紋線比較扁平,裂紋擴展前沿線兩側的裂紋擴展速度較大,瞬斷區在裂紋源的對面,由此可見,失效軸主要受旋轉彎曲應力。而從瞬斷區較小較圓看,失效軸整體受力較小[2]。根據上述斷口分析結果及斷裂形貌,認為軸斷裂屬中等名義應力集中條件的旋轉彎曲產生的疲勞斷裂。軸在承受旋轉彎曲應力的作用下,由于軸的表面硬度較低,加上退刀槽應力集中,使軸在正常工作應力下在退刀槽處過早的產生疲勞裂紋,隨著循環載荷的作用,疲勞裂紋不斷向基體內擴展,致使軸的有效承載尺寸減少,并產生彎曲,當進行冷校直時,對軸的凸起方向施加一定向下的外力時,導致軸的斷裂。
3 結論
減速機軸斷裂是由于熱處理工藝不合理致使材料力學性能低于設計要求,以及退刀槽底部有應力集中存在,造成軸的疲勞強度降低,產生疲勞裂紋和彎曲變形,在校直過程中發生斷裂。
