
0 引言
機(jī)器人激光切割成套設(shè)備是基于機(jī)器人機(jī)構(gòu),利用光纖激光器產(chǎn)生的大功率高能密度定向激光,實(shí)現(xiàn)汽車用鋼板等板材自動(dòng)切割的成套生產(chǎn)設(shè)備。由于光纖激光采用光纖傳輸,可將光束傳送到遠(yuǎn)距離加工點(diǎn),并且光纖自身可自由變換形狀,在機(jī)器手的夾持下,其運(yùn)動(dòng)由機(jī)器手的運(yùn)動(dòng)決定,因此能匹配自由軌跡加工,完成平面曲線、空間的多組直線、異形曲線等特殊軌跡的激光切割。激光加工在工業(yè)中所占的比重已經(jīng)成為衡量一個(gè)國家工業(yè)加工水平高低的重要標(biāo)志。切割、焊接是汽車白車身制造中的重要生產(chǎn)工藝,尤其在新車型開發(fā)和小批量定制中,采用先進(jìn)的激光切割(代替部分修邊—沖孔工序的模具)可以大大提高開發(fā)效率、降低開發(fā)成本,從而使得激光切割的應(yīng)用倍受青睞。
1 影響能量傳輸?shù)闹饕蛩丶肮饫w激光器
1.1影響能量傳輸?shù)闹饕蛩?/p>
由于激光在光纖中不可避免地會(huì)產(chǎn)生吸收、散射及透射等現(xiàn)象,所以導(dǎo)致光纖傳輸激光功率隨光纖長度的增加而衰減。通常用dB數(shù)來表示衰減度,dB值用下式計(jì)算
![]()
式中,P0是衰減前的激光功率;P是衰減后的激光功率。對(duì)于由傳輸長度引起的衰減來說,P0表示光纖中x=0處的激光功率,P是激光從x=0傳播到x=x處的功率。由式(1)可知,P(x)和P0的關(guān)系滿足

式中,x的單位為km,dBkm表示每千米衰減的dB數(shù)。從式(1)可以看出,當(dāng)耦合光纖足夠長時(shí),即使光纖的dBkm值較小,光纖長度引起的衰減也不可忽視。
對(duì)于激光能量分布按Gauss分布的光纖,其傳輸?shù)募す夤β拭芏?或稱激光強(qiáng)度)I可認(rèn)為與纖芯半徑a的平方成反比,即

因此,若保持光纖傳輸?shù)募す夤β什蛔儯瑴p小光纖芯徑即減小傳輸激光能量的光纖纖芯的橫截面面積,則光纖傳輸?shù)募す夤β拭芏葘⒃黾印?/p>
光纖耦合引起的衰減不容忽視。例如在激光二極管點(diǎn)火中,激光二極管與光纖的耦合,光纖與光纖之間的耦合,光纖與點(diǎn)火器之間的耦合都存在能量損失。
激光的熱效應(yīng)也是不容忽視的。在激光點(diǎn)火中,通常情況下,正是利用激光的熱效應(yīng)來引燃、引爆含能材料。因此,光纖包層及封裝材料的傳熱系數(shù)越大,熱散失越多,光纖最終輸出的能量損失越大。
圖1是雙包層光纖截面結(jié)構(gòu)及其工作原理圖。從圖1(a)雙包層光纖的截面結(jié)構(gòu)町見,光纖包括四個(gè)部分:纖芯、內(nèi)包層、外包層、保護(hù)層。用分別表示雙包層光纖的纖芯、內(nèi)包層、外包層和保護(hù)層的折射率,則折射率應(yīng)滿足:。
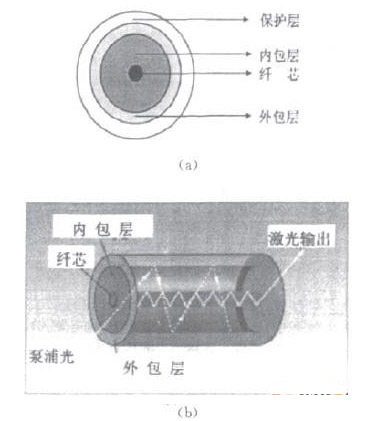
圖1 雙包層光纖截面結(jié)構(gòu)及其工作原理
0 引言
機(jī)器人激光切割成套設(shè)備是基于機(jī)器人機(jī)構(gòu),利用光纖激光器產(chǎn)生的大功率高能密度定向激光,實(shí)現(xiàn)汽車用鋼板等板材自動(dòng)切割的成套生產(chǎn)設(shè)備。由于光纖激光采用光纖傳輸,可將光束傳送到遠(yuǎn)距離加工點(diǎn),并且光纖自身可自由變換形狀,在機(jī)器手的夾持下,其運(yùn)動(dòng)由機(jī)器手的運(yùn)動(dòng)決定,因此能匹配自由軌跡加工,完成平面曲線、空間的多組直線、異形曲線等特殊軌跡的激光切割。激光加工在工業(yè)中所占的比重已經(jīng)成為衡量一個(gè)國家工業(yè)加工水平高低的重要標(biāo)志。切割、焊接是汽車白車身制造中的重要生產(chǎn)工藝,尤其在新車型開發(fā)和小批量定制中,采用先進(jìn)的激光切割(代替部分修邊—沖孔工序的模具)可以大大提高開發(fā)效率、降低開發(fā)成本,從而使得激光切割的應(yīng)用倍受青睞。
1 影響能量傳輸?shù)闹饕蛩丶肮饫w激光器
1.1影響能量傳輸?shù)闹饕蛩?/p>
由于激光在光纖中不可避免地會(huì)產(chǎn)生吸收、散射及透射等現(xiàn)象,所以導(dǎo)致光纖傳輸激光功率隨光纖長度的增加而衰減。通常用dB數(shù)來表示衰減度,dB值用下式計(jì)算
![]()
式中,P0是衰減前的激光功率;P是衰減后的激光功率。對(duì)于由傳輸長度引起的衰減來說,P0表示光纖中x=0處的激光功率,P是激光從x=0傳播到x=x處的功率。由式(1)可知,P(x)和P0的關(guān)系滿足
式中,x的單位為km,dBkm表示每千米衰減的dB數(shù)。從式(1)可以看出,當(dāng)耦合光纖足夠長時(shí),即使光纖的dBkm值較小,光纖長度引起的衰減也不可忽視。
對(duì)于激光能量分布按Gauss分布的光纖,其傳輸?shù)募す夤β拭芏?或稱激光強(qiáng)度)I可認(rèn)為與纖芯半徑a的平方成反比,即
因此,若保持光纖傳輸?shù)募す夤β什蛔儯瑴p小光纖芯徑即減小傳輸激光能量的光纖纖芯的橫截面面積,則光纖傳輸?shù)募す夤β拭芏葘⒃黾印?/p>
光纖耦合引起的衰減不容忽視。例如在激光二極管點(diǎn)火中,激光二極管與光纖的耦合,光纖與光纖之間的耦合,光纖與點(diǎn)火器之間的耦合都存在能量損失。
激光的熱效應(yīng)也是不容忽視的。在激光點(diǎn)火中,通常情況下,正是利用激光的熱效應(yīng)來引燃、引爆含能材料。因此,光纖包層及封裝材料的傳熱系數(shù)越大,熱散失越多,光纖最終輸出的能量損失越大。
圖1是雙包層光纖截面結(jié)構(gòu)及其工作原理圖。從圖1(a)雙包層光纖的截面結(jié)構(gòu)町見,光纖包括四個(gè)部分:纖芯、內(nèi)包層、外包層、保護(hù)層。用分別表示雙包層光纖的纖芯、內(nèi)包層、外包層和保護(hù)層的折射率,則折射率應(yīng)滿足:。
圖1 雙包層光纖截面結(jié)構(gòu)及其工作原理
1.2光纖激光器的優(yōu)點(diǎn)
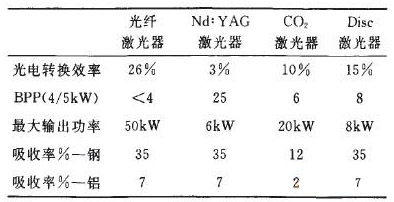
光纖激光器的優(yōu)點(diǎn)見表1。
表1 光纖激光器與其它激光器的比較
2柔性加工系統(tǒng)
機(jī)器人光纖激光加工系統(tǒng)組成如圖2所示,主要是由光纖激光器、機(jī)器人(本體和控制柜)、水冷系統(tǒng)、光束傳輸系統(tǒng)、激光頭和工件裝夾系統(tǒng)組成。
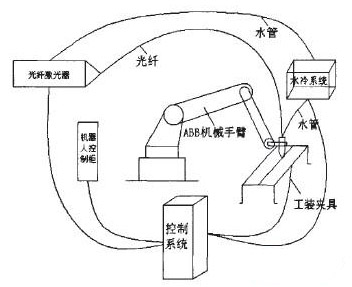
圖2 機(jī)器人光纖激光加工系統(tǒng)
該系統(tǒng)中激光器采用了IPG公司的YLS-2000型光纖激光器,最大功率可達(dá)2000W,光纖芯徑為150μm,噴嘴直徑為1.5mm。機(jī)器人為瑞士ABB公司生產(chǎn)的IRB4400型六軸聯(lián)動(dòng)高精度機(jī)器人,裝有安全開關(guān)。借助于示教盒上的安全開關(guān),示教過程中脫手或握力過大都會(huì)關(guān)掉伺服,使機(jī)器人停止,因此可安全地操作。
激光柔性加工系統(tǒng)一般包括控制用計(jì)算機(jī)或者PLC、激光器、機(jī)械運(yùn)動(dòng)裝置或機(jī)器人、光纖傳送和光束變換裝置及其它輔助設(shè)施。這是一種相對(duì)設(shè)備不多,但對(duì)其精度、實(shí)時(shí)性、安全性、集成度要求較高的精密控制系統(tǒng),系統(tǒng)的組成如圖3所示。為避免使用造價(jià)昂貴的控制硬件,激光器的控制采用西門子S7—300 PLC作為控制終端,機(jī)器人采取串口通信方式。
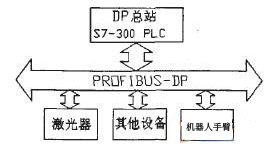
圖3 光纖激光切割系統(tǒng)的組成
3機(jī)器人編程方式
3.1示教再現(xiàn)編程
通常,機(jī)器人編程方式可分為示教再現(xiàn)編程和離線編程。目前,在國內(nèi)外生產(chǎn)中應(yīng)用的機(jī)器人系統(tǒng)大多為示教再現(xiàn)型。ABB六軸聯(lián)動(dòng)機(jī)器人的編程語言為RAPID語言,編程方式有兩種:即示教再現(xiàn)編程(teaching—playback programming)和離線編程(off-line programming)。示教再現(xiàn)型機(jī)器人在實(shí)際生產(chǎn)應(yīng)用中存在的主要技術(shù)問題有:機(jī)器人的在線示教編程過程繁瑣、效率低;示教的精度完全靠示教者的經(jīng)驗(yàn)?zāi)繙y(cè)決定,對(duì)于復(fù)雜路徑難以取得令人滿意的示教效果;對(duì)于一些需要根據(jù)外部信息進(jìn)行實(shí)時(shí)決策的應(yīng)用無能為力。圖4為示教再現(xiàn)編程的流程圖。
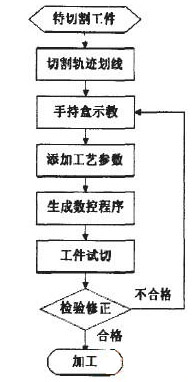
圖4 示教再現(xiàn)編程的流程
3.2離線編程
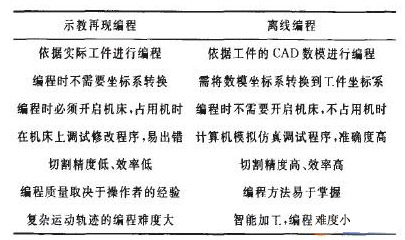
機(jī)器人離線編程系統(tǒng)是利用計(jì)算機(jī)圖形學(xué)的成果,建立起機(jī)器人及其工作環(huán)境的幾何模型,再利用一些規(guī)劃算法,通過對(duì)圖形的控制和操作,在離線的情況下進(jìn)行軌跡規(guī)劃。通過對(duì)編程結(jié)果進(jìn)行三維圖形動(dòng)畫仿真,以檢驗(yàn)編程的正確性,最后將生成的代碼傳到機(jī)器人控制柜,以控制機(jī)器人運(yùn)動(dòng),完成給定任務(wù)。示教再現(xiàn)編程與離線編程的比較見表2。
表2 示教再現(xiàn)編程與離線編程的比較
4激光器固有特性對(duì)切割質(zhì)量的影響
4.1光斑模式對(duì)激光切割質(zhì)量的影響
激光光斑模式?jīng)Q定了激光束的質(zhì)量,它對(duì)激光切割能力、切縫大小及切口粗糙度等均有極大影響。在切割時(shí),光斑模式最好采用基模,其光斑半徑和發(fā)散角均較小,有利于提高切割精度和切割質(zhì)量。
4.2激光波長對(duì)切割質(zhì)量的影響
在理論上,切割厚度由激光高斯光束的瑞利區(qū)域所決定。瑞利區(qū)域在工業(yè)界又稱作焦深,其物理表達(dá)式為

其中,λ為激光波長;f為聚焦透鏡焦距;D為聚焦透鏡直徑。
激光切割類似于刀具切削,其焦深相當(dāng)于刀刃的長度,激光功率相當(dāng)于用力的大小。激光焦深給出了激光切割的必要條件,焦深和激光功率的結(jié)合才提供充分條件。
在其它條件相同情況下,聚焦光斑直徑越小、功率密度越大,則熱影響區(qū)越小、縫寬越窄、切割質(zhì)量越好。采用實(shí)際聚焦透鏡將基模激光束聚焦所得的最小光斑直徑可近似表示為由衍射所決定的腰斑直徑和由透鏡像差所決定的最小彌散圓直徑的和,由下式表

其中,d為聚焦光斑直徑;λ為激光波長;f為聚透鏡焦距;D為聚透鏡處光束直徑;K為無量綱系數(shù),其值決定于透鏡的曲率半徑和材料。
5試驗(yàn)結(jié)果
試驗(yàn)所用板材為不銹鋼板(1Crl8Ni9Ti),厚度為1.5mm。試驗(yàn)通過正交試驗(yàn)方法,設(shè)置四個(gè)主因素:激光功率、離焦量、切割速度、保護(hù)氣體氣壓(氮?dú)?,對(duì)四因素分別按五個(gè)水平進(jìn)行試驗(yàn),即因子設(shè)計(jì)。通過光學(xué)顯微鏡和表面形貌儀對(duì)切縫寬度和切縫表面粗糙度進(jìn)行測(cè)量和分析,找出其影響和變化的規(guī)律。
從圖5可以看出,隨著激光功率的增加,切縫寬度呈近似直線上升,隨著速度的增加,切縫寬度呈遞減趨勢(shì)。由于激光切割是激光和材料的能量交換,隨著激光功率的增加,同等時(shí)間條件下,板材吸收能量增加,熱擴(kuò)散范圍加大,造成了縫寬的增大。同樣,由于切割速度的增大,在同等功率條件下,單位時(shí)問單位面積板材吸收能量隨之減少,熱擴(kuò)散范圍減小,造成了切縫寬度的減小。
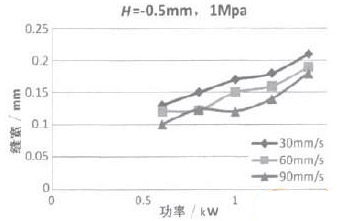
圖5 切割功率和速度與縫寬的關(guān)系
從圖6可以看出,隨著離焦量的增大,切縫寬度近似線性增大。
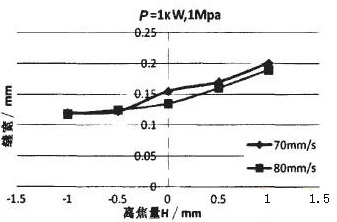
圖6 離焦量和縫寬的關(guān)系
從圖7可以看出,隨著氣壓的增大,切縫寬度緩慢遞減,這是由于在切割過程中,高壓氣體把熔融狀態(tài)的金屬吹出,達(dá)到切割的目的,吹除過程中伴隨著能量的流失,達(dá)到對(duì)板材的冷卻作用,隨著氣壓的增大,冷卻的速度也隨之增大,熔化層再固化加快,割縫隨之緩慢減小。
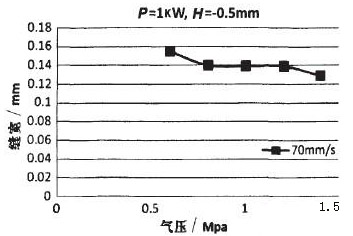
圖7 氣壓和縫寬的關(guān)系
從圖8中可知,隨著功率的增加,表面粗糙度先緩慢降低,當(dāng)功率P=1kW時(shí),表面粗糙度最小Ra=2.01μm,但隨著功率的進(jìn)一步增大,粗糙度又隨之增大。粗糙度并不與功率成線性關(guān)系,而是存在一個(gè)最佳值。
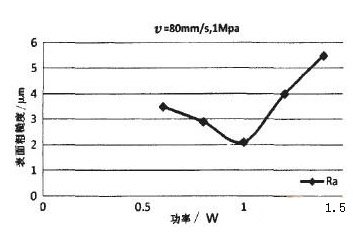
圖8 功率和表面粗糙度的關(guān)系
從圖9中可知,隨著切割速度的增大,表面粗糙度隨之降低,當(dāng)速度為80mm/s時(shí)達(dá)到最小Ra=2.1μm,隨著速度的進(jìn)一步增大,粗糙度又隨之增大。
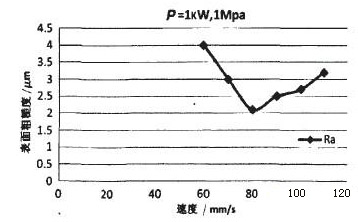
圖9 速度和表面粗糙度的關(guān)系
從圖10中可知,隨著氣壓的增大,表面粗糙度非線性遞減到1Mpa后,隨著氣壓的逐漸增大,表面粗糙度變化不大。
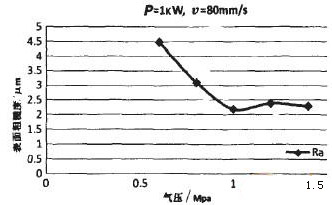
圖10 氣壓和表面粗糙度的關(guān)系
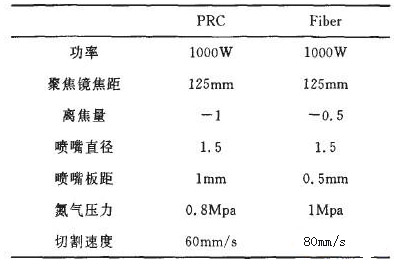
表3為光纖激光器與PRC 激光器對(duì)于1.5mm厚不銹鋼板(1Crl8Ni9Ti)切割參數(shù)的比較。
6結(jié)論
隨著全球經(jīng)濟(jì)一體化進(jìn)程的發(fā)展,汽車市場(chǎng)的競(jìng)爭(zhēng)愈加激烈,我國的汽車工業(yè)將面臨更為嚴(yán)峻的挑戰(zhàn)。車身的設(shè)計(jì)與制造技術(shù)必將成為世界汽車工業(yè)激烈競(jìng)爭(zhēng)的主戰(zhàn)場(chǎng)。而車身制造中激光切割、焊接的應(yīng)用,必將為車身制造業(yè)帶來重大變革,為企業(yè)帶來巨大的效益,同時(shí)大大提高和增強(qiáng)企業(yè)的競(jìng)爭(zhēng)力。國內(nèi)外先進(jìn)汽車生產(chǎn)企業(yè)的經(jīng)驗(yàn)表明,激光加工技術(shù)的推廣,將顯著提高我國汽車工業(yè)產(chǎn)品的質(zhì)量水平以及在國際中的競(jìng)爭(zhēng)力。